Dimensional Measurements with 3D X-ray Microscopy
X-RAY CT CAN OBTAIN DIMENSIONS OF INTERNAL FEATURES NORMALLY INACCESSIBLE WITH CMMS.
By Herminso Villaraga-Gómez
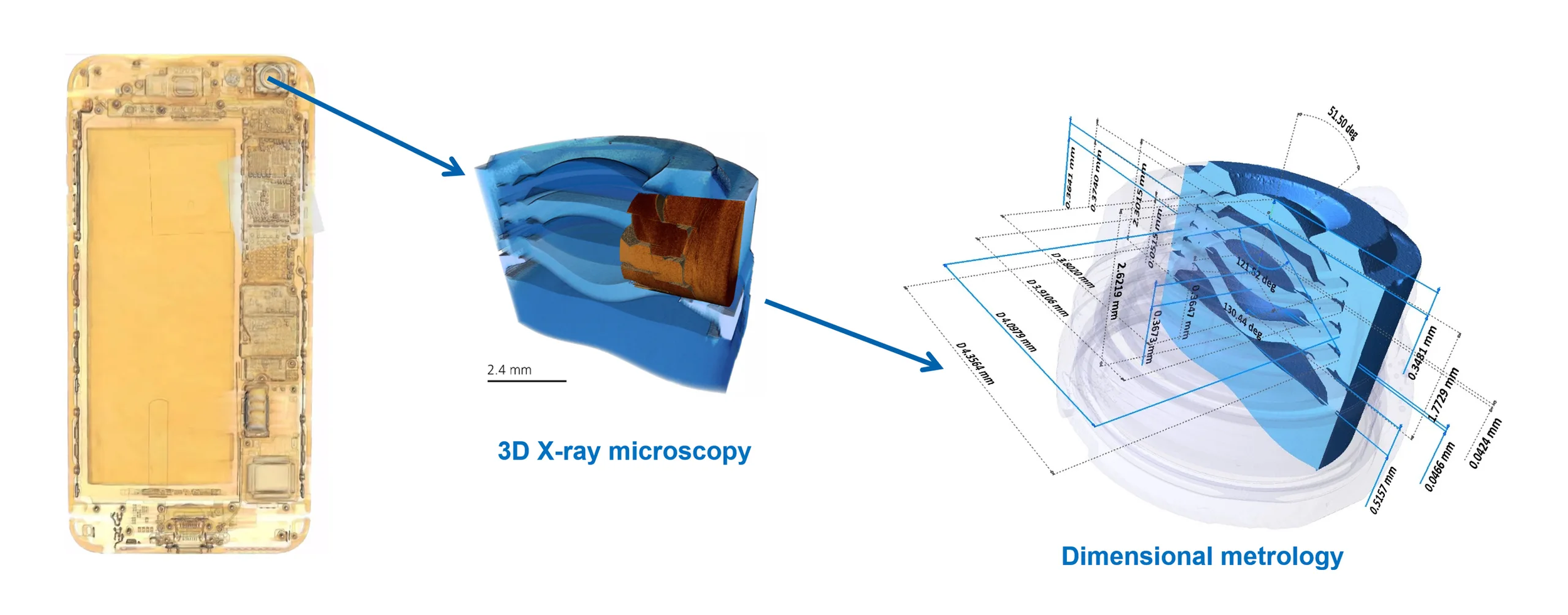
An example of an application that benefits from extending the measurement capabilities of 3D X-ray microscopes to dimensional metrology would be the evaluation of the geometric properties of a smartphone camera lens assembly. Source: ZEISS
The miniaturization and integration of components in small devices, with feature sizes on the order of 10 mm or smaller, is creating an increasing demand for high-resolution metrology in the industry of manufactured and assembled devices. Today’s manufacturers demand increasingly higher levels of resolution, precision, accuracy, and reliability for dimensional measurements, ideally with technologies that can measure internal features and avoid causing damage to the original device. Quality control must stay up-to-date and meet the standards required for high-precision manufacturing of novel parts, which often have greater complexity and are built on smaller scales. Three-dimensional (3D) techniques, such as X-ray microscopy (XRM), are meeting these demands with the expansion of XRM measurement capabilities to the field of high-precision metrology. There are powerful measurement workflows that enable 3D XRM instruments to perform industrial metrology tasks. This capability is relevant for the electronics industry, e.g., for measurements of camera modules or injection molded connectors, and for the manufacturing industry of highly efficient components, e.g., fuel spraying injectors and additive manufactured components with small internal features.
X-Ray CT Ensures The Highest Quality In Industrial Component Production
3D imaging techniques, such as X-ray computed tomography (CT) and XRM, offer the advantage of nondestructive evaluation (NDE) of the internal geometries of a manufactured component without disassembling it. The primary approach for NDE, when it comes to X-ray image inspection, is to use CT systems that use flat panel detectors. Although CT has been predominantly used for medical diagnosis, it was quickly adopted by the NDE community in the 1980s to see inside industrial components and identify unwanted defects in them, e.g., gaps, cracks, thin internal walls, etc. With improvements, CT technologies fully entered the field of dimensional metrology in the mid-2000s. X-ray CT can offer critical dimensional measurement capabilities; it currently contributes to geometric dimensioning and tolerancing (GD&T) of device components, as well as battery inspection and new materials process development in various industries, including:
Automotive
Aerospace
Electronics
Medical Devices
Additive Manufacturing
According to Metrology News, these industries are discovering that X-ray CT scanning is a vital metrology tool. Manufacturers are guaranteed the highest quality in the production of industrial components, such as machined parts, cast and composite metal parts, as well as components made of plastic materials.
X-ray CT can obtain dimensions of internal features normally inaccessible with coordinate measuring machines (CMMs). Therefore, parts can be inspected not only to check whether they pass or fail, but also to verify manufacturing accuracy and study materials with quantifiable measurements. As a result, interior measurements can be obtained, as well as locating structural material imperfections and identifying assembly errors that are not normally visible through traditional NDE methods.
Dimensional analyzes with CT allow measurements of size and shape, wall thickness, and part-to-model or part-to-part comparisons (with color mapping). It is also possible to measure the morphology and distribution of porosity. These measurements make it possible to detect dimensional deviations and identify differences or precision problems in manufacturing processes. Additionally, CT enables reverse engineering by converting the 3D reconstructed model of a part into a stereolithography computer-aided design (CAD), which can be used for 3D printing or additive manufacturing.

GD&T inspection of volumetric CT data, with ZEISS INSPECT X-Ray software, of an additively manufactured orthopedic implant. Source: ZEISS
X-ray CT systems help deliver safe, reliable parts in even the most demanding laboratories and harshest production environments. Operators can seamlessly qualify and quantify interior and exterior dimensions, something non-contact techniques cannot, and meet the most stringent quality standards. Parts of different size and complexity can be measured using X-ray CT. By changing the position of the sample with respect to the source-detector distance, different magnifications can be achieved, and the resolution of the scans can be modified. A high-resolution close-up view of a specific region of interest can be obtained. Precise measurements can be made using high-resolution scans and faster acquisitions can be achieved at lower magnifications. Semi-automated and fully automated X-ray inspection processes are also possible, allowing the use of 2D and 3D X-ray technologies close to production plants.
Increasing Demand For High-Resolution Metrology
The best NDE method that can reconstruct complex structures and geometries within the volume of a part, including external and internal surfaces, appears to be X-ray CT; with a resolution range of millimeters to nanometers (i.e., submicron level). However, even with such robust capabilities, CT systems can only image within a certain imaging range. High-resolution imaging systems require low X-ray flux, which reduces measurement throughput and limits the practical application of maximum resolution. Even under optimal measurement conditions, CT dimensional metrology technologies are traditionally limited to lensless imaging methods. Flat panel-based CT systems have limited resolution for measuring small-scale volumes, on the order of (5 mm)3 or less. The spatial resolution limitations of CT at that dimensional scale have hampered essential surface details that could improve the accuracy of the dimensional data. Even more precise dimensional metrology will require a new solution.
A more robust method is needed to minimize scaling errors and improve the accuracy of dimensional measurements of small parts. Only recently has there been a breakthrough; 3D XRMs are the best alternative to overcome the limitations of CT. Quality control can be extended to the field of high-precision metrology of small-scale volumes using a new measurement workflow. The result is accurate and highly repeatable dimensional measurements using the resolution capabilities of 3D XRMs. New nondestructive inspection workflows can support broader use of 3D XRM for industrial metrology. This method enables the improvement of designs and manufacturing processes, as well as product quality, and take them to a completely new level thanks to highly precise and accurate measurement results.

Verification phase of the ZEISS MTX workflow, which can be used to verify the measurement accuracy of a 3D XRM instrument. Test evaluation calculates sphere center point distance errors by comparing CT data with calibrated reference measurements. Source: International Journal of Metrology and Quality Engineering
A Multi-Sphere Phantom To Evaluate The Performance Of 3D XRM Systems
Ruby multi-sphere artifacts have emerged as a formidable method for evaluating the performance of CT systems. A multi-sphere design has well-defined geometric features that are typically manufactured to very tight tolerances. These characteristics enable calibration of the voxel size associated with 3D data reconstruction to determine and correct geometric errors from CT measurement. Inspired by these advances, MTX metrology extension workflow was developed using a small multi-sphere phantom, called “XRM-Check.” The MTX workflow calculates sphere center point distance errors, comparing CT data with calibrated reference measurements, to verify the accuracy of 3D XRM measurements.
The XRM-Check used with MTX is composed of 22 ruby spheres mounted on conical pillars and contained in a cylindrical volume 4 mm in diameter and approximately 1.8 mm in height. Ruby spheres are typically manufactured to tolerances on the order of ± 0.13 µm of the combined diameter and roundness of the spheres. The supporting pillar structure is made of fused silica or quartz glass, which has a thermal expansion coefficient α ≈ 0.55 µm/m∙˚C.
The spatial arrangement of the ruby spheres in the XRM-Check allows a distinctive number of different lengths (at least five different distances), in a total of seven different spatial directions, to implement the acceptance test suggested in VDI/VDE 2630-1.3 guidelines. VDI/VDE 2630-1.3 and ASME B89.4.23 guidelines require a minimum of 35 or 28 center-to-center lengths for performance evaluation of dimensional CT systems.

Two multisphere phantoms (left) used to verify the dimensional accuracy of ZEISS METROTOM CT systems and the "XRM-Check" multisphere phantom (right) used to expand the measurement capabilities of ZEISS Versa 3D X-ray microscopes. Source: ZEISS
As a note of caution, there are other simplistic methods that propose the use of a two-sphere phantom dumbbell, but they are unreliable because they can only measure one distance (between two spheres) and therefore depend on a single data point for interpolation. At best, the two-sphere method would only scale length dimensions equal to the distance between the spheres. Additionally, current guidelines for evaluating the dimensional performance of CT systems, i.e., VDI/VDE 2630-1.3 and ASME B89.4.23, require that multiple lengths be measured per scan, not just one, in a total of six or seven different spatial directions.
A Powerful Workflow For Metrology Applications
3D XRM now provides a more holistic evaluation of manufactured parts and assembled devices. By reconstructing all internal and external surfaces, 3D XRM plus MTX enables dimensional measurements that will help determine deviations in manufactured parts from the original nominal geometry specified by a CAD model. These measurements are essential for product development, quality assurance of functional characteristics of parts, and evaluation of the structural integrity of industrially manufactured components and assembled devices.
This unique feature is also useful for other types of nondestructive evaluation using the same data, including:
Morphological characterization of internal structures
Detection of particle inclusions in a part
Porosity distribution and void analysis in a materials
For various industries, 3D XRM measurement is even more suitable for GD&T than tactile or visual inspection techniques. This is true for industries such as additive manufacturing and even the production of injection molded parts. The MTX workflow will undoubtedly support broader use of 3D XRM for industrial applications. This technique bridges the gap between XRM imaging and dimensional metrology, while preserving high spatial resolution features in the reconstruction of volumetric data.
3D XRM techniques are especially beneficial for dimensional metrology and quality control of the electronic assembly and micro-component manufacturing industries. These sectors have parts for measurement with feature sizes of the order of 10 mm or less, including:
Smartphone camera modules
Plastic injection-molded connectors
Fuel spraying injector nozzles
Additive manufactured components with small internal features

Cross-sectional imaging and XRM data reconstruction for a smartphone camera lens assembly. Dimensional measurements can be made, without disassembling the camera lens module, using 3D XRM data. Source: Measurement Science and Technology
A smartphone camera lens assembly is an example of an application that benefits from extending the measurement capabilities of 3D X-ray microscopes to dimensional metrology. Typical geometric properties of interest in smartphone camera lens modules include:
Centering interlock diameters
Thickness of the annular wedges
Spaces between the wedges
Lens-to-lens tilt lens
Vertex heights and centration
The mounting of lenses in camera modules must be done strictly in accordance with the light path design, and any subtle assembly errors will have a great impact on the image quality of mobile phones. With new camera designs, failures often occur after assembly. Therefore, finding faults with an NDE method is one of the key requirements for the improvement of designs and manufacturing processes to enable the production of versatile mobile phone cameras.
Inspecting dimensional measurements are part of the functional inspection of camera lens modules. Since the largest dimension of interest is often around 4.5 mm, a field of view of approximately 5 mm in diameter is sufficient to capture the main features of interest of the entire camera lens module with one scan. The MTX workflow can be applied to verify the measurement accuracy of the 3D XRM system prior to dimensional data acquisition. This will ensure that the dimensional measurements extracted from the 3D virtual data reconstruction are accurate.
Defective parts can be inspected without breaking them, thus avoiding possible alterations caused by the disassembly process itself. Maintaining the structural integrity of a part is important because, with a destructive method, dimensions extracted from a product’s disassembled state may differ from the actual geometric dimensions in the original assembled state. This is particularly relevant for parts built with a variety of manufacturing processes, including additive manufacturing.

Visualization of 2D slices and volumetric representation of 3D XRM data for an injection molded plastic connector. 3D XRM data is used for dimensional measurement inspection and evaluation of CAD-to-part comparison data. Source: ZEISS
In injection molded parts, dimensional measurements help determine deviations in manufactured parts compared to the nominal geometry specified in the original CAD models. And non-contact measurements are important to avoid distortion of flexible or easily deformed components.
Non-contact and nondestructive measurements are essential for product development, quality assurance of functional characteristics of parts, and evaluation of the structural integrity of industrially manufactured components and assembled devices. 3D XRM systems with MTX are better suited for the inspection of internal and external structures on small plastic injection molded parts than contact or vision inspection techniques.

Cross-sectional images and 3D XRM data representation for the nozzle tip of a fuel injector. Cutaway and semi-transparent views are used to reveal internal geometry, highlight internal porosity (blue dots), and illustrate dimensional measurements. Source: ZEISS
Variability in the geometric characteristics of an injector nozzle, such as the sharpness of inlet corners and orifice diameters, can influence the internal flow and fuel spray in combustion engines. Manufacturing deviations from the nominal nozzle design are usually measured for dimensional quality control.
3D XRM systems with MTX are suitable for dimensional measurement of the smallest fuel injector nozzle orifices (features that are difficult to access with measurement systems using tactile or optical probes). What's more, in addition to reconstructing all the internal and external surfaces of a part, materials testing can be performed using the same 3D XRM data set, for example, visualizing the porosity present within the injector nozzle material.
With XRM or CT defect volume analysis packages, for example, it is possible to determine voids, flaws, cracks, and inclusions within manufactured parts and reveal their spatial distribution, position, size, volume, and morphology. This information is useful for improving the design of a part during product development, as well as during the production phase of the manufacturing process for quality control.
Strength, hardness, toughness, elasticity, toughness, and other material properties can deteriorate due to the presence of multiple defects, such as voids or cracks, which can contribute to performance degradation and structural failure of manufactured parts. When porosity or other defects are ignored, there is the potential for product recalls and financial losses. This can be avoided by accurate measurement of defects and good failure analysis practices. X-ray CT and 3D XRM can contribute to this area of quality control because they can easily evaluate the internal geometries and structural composition of objects in a nondestructive manner.
Concluding Remarks
Inspection of manufacturing and assembly end products often requires non-destructive, non-contact measurement methods that can evaluate the internal features. X-ray microscopy and computed tomography are technologies well positioned to address this challenge, while preserving the assembled state of final products.
Fueled by new innovations, 3D X-ray technologies continue to advance. The world-leading metrology specification of the Metrology Extension (MTX) for X-ray microscopy (XRM) expands the frontier of non-destructive dimensional measurements; it opens a wide range of potential new capabilities and new opportunities in quality control of micromachined parts and multi-component assembled devices.
3D XRM plus MTX bridge the gap between X-ray microscopy and dimensional metrology, while preserving the high spatial resolution characteristics of XRM data—a unique feature that is useful for other types of non-destructive inspection using the same data, for example, morphological characterization of internal structures, detection of particle inclusions and analysis of pore size distribution in a material. This will undoubtedly support wider use of 3D XRM for industrial applications.
Compared with destructive methods, the 3D XRM inspection technique with MTX saves time and money.
